Vaakakarainen jyrsinkone
Sarjanumero AH5X0180
Ohjaus Fanuc 16 M

Kohde | Daewoo ACE-H500 |
| Sarjanumero | AH5X0180 |
| Asiakas | Purso-Tools Oy |
| Ajankohta | 25.2.2026 |
| Sijainti | Pori, Suomi |
| Mittaaja | Janne Hakala |
| Mitatut akselit | X, Y, Z |
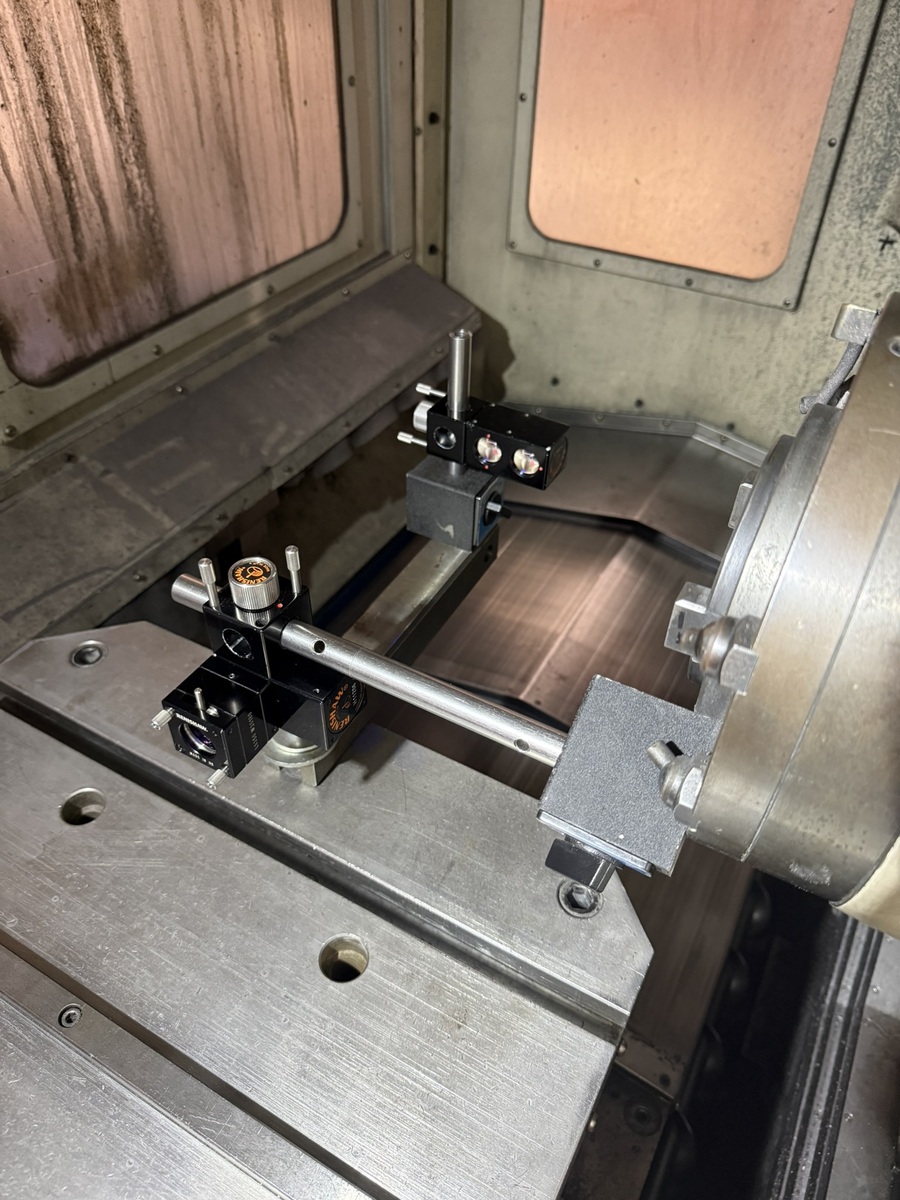
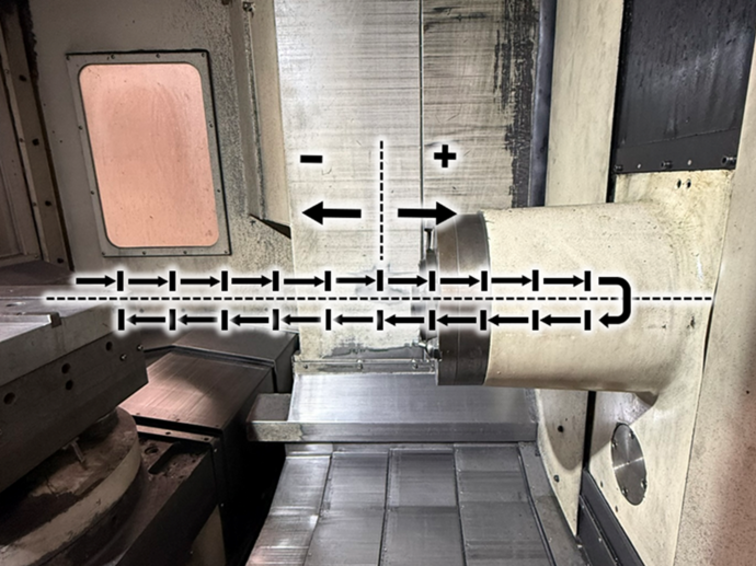
Vaakakaraiselle Daewoo ACE-H500 jyrsinkoneelle suoritettiin mekaanisten huoltotoimenpiteiden jälkeiset mittaukset ja ohjaukselliset säätötoimenpiteet koneen paikoitustarkkuuden, geometrisen suorituskyvyn varmistamiseksi.
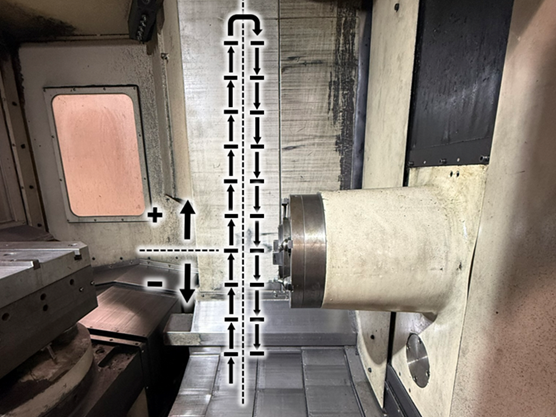
Koneen X-, Y- ja Z-akseleille tehtiin paikoitus- ja toistotarkkuusmittaukset sekä välystarkastelut voimassa olevan ISO 10791-4 -standardin mukaisesti. Mittausten perusteella tehtiin välys- ja asteikkokompensoinnit, joilla optimoitiin koneen suorituskyky ja varmistettiin paikoitustarkkuus akseleiden liikeradoilla. Lisäksi akseleille suoritettiin geometriamittaukset voimassa olevan ISO 10791-1 -standardin mukaisesti.
Mittauksissa koneen kaikki akselit liikkuivat häiriöttömästi koko liikeratojensa matkalla. Suoritetut mittaukset ja säädöt tukevat koneen laaduntuottokykyä.
Tässä raportissa jäljempänä on esitetty yksityiskohtaisesti kaikki mittaustulokset ISO 10791-1 ja ISO 10791-1 standardin mukaisesti. Kaikki akseleiden asemat on ilmoitettu konekoordinaatiston mukaan ilman korjaimia (MACHINE).
Kuvaajissa on suoruuksien osalta standardin mukainen vaatimustaso merkitty sinisellä korostusvärillä. Paikoitustarkkuuksien osalta kyseisen tuloksen kohdalla lukee joko OK (täyttää vaatimuksen) tai Failed (ei täytä vaatimusta).
Koneelle tehdyt kompensoinnit toteutettiin standardin vaatimuksia noudattaen. Tehdyt mittaukset, kompensoinnit, parametrisäädöt ovat olennainen osa koneen laaduntuottokyvyn varmistamista ja pitkäjänteisen käytettävyyden edellytys.
Koneen tekninen nykytila on sen ikä ja käyttöhistoria huomioiden hyvä. Mittausten perusteella kone on ollut huolellisesti pidetty ja sen rakenteet ovat säilyneet suorina ilman merkittäviä kulumisen tai vaurioiden merkkejä. Säätöjen ja kompensointien jälkeen kone täyttää voimassa olevan standardin vaatimukset, ja sillä on edellytykset laadukkaaseen tuotantokäyttöön.
Koneelle tehdyt säätötoimenpiteet paransivat sen paikoitustarkkuutta. Jatkossa suositellaan, että koneelle tehdään vuosittaiset paikoitus- ja geometriamittaukset, jotta mahdolliset muutokset havaitaan ajoissa ja koneen suorituskyky säilyy vakaana. Mittaukset on myös syytä toistaa, mikäli koneella tapahtuu törmäys tai ilmenee äkillistä ja selittämätöntä heikkenemistä laaduntuottokyvyssä.
Laser interferometri XL-80 | 23CN27 |
| Ympäristön kompensointilaite XC-80 | 2C9W68 |
| Ilman lämpötila-anturi | 23C354 |
| Materiaalianturi | 23C288 |
| Kulma-interferometri | H11206 |
| Reflektori (kulma) | H08873 |
| Reflektori (lineaari) | H09955 |
| Kulmankääntöpeili | H09698 |
| Ohjelmisto, CARTO | ver. 4.14.0.0 |

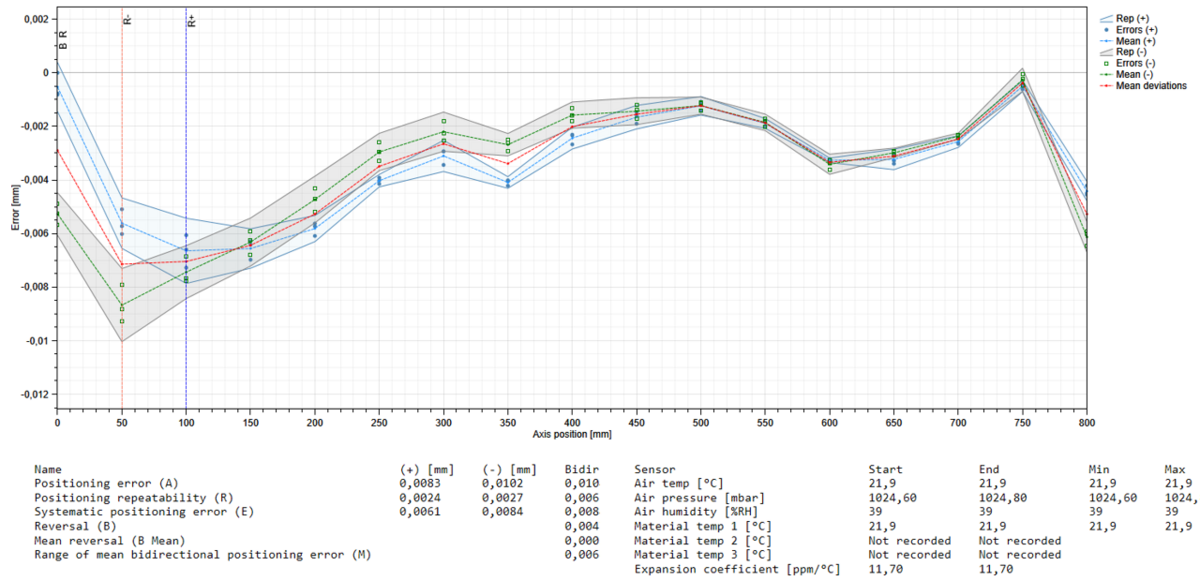
X-akselin paikoitustarkkuus
Akseli | Mittaus | Standardi | Aloitus | Lopetus | Väli | Pisteitä | Toistoja |
|---|---|---|---|---|---|---|---|
X | Paikoitustarkkuus | ISO 10791-4 | 0 mm | 800 mm | 50 mm | 17 | 3 |



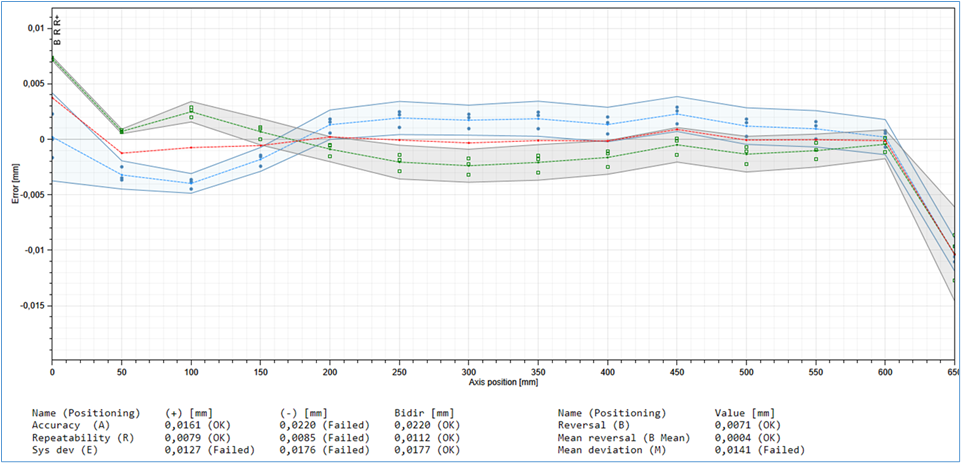
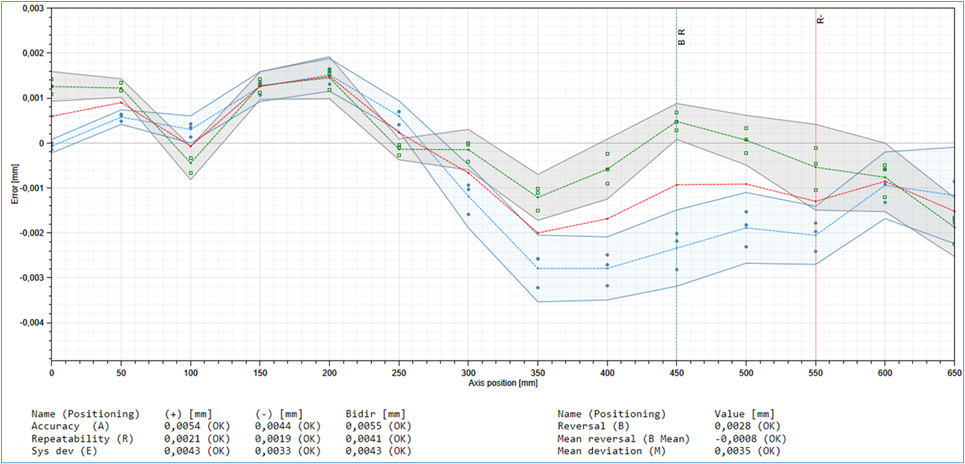
Y-akselin paikoitustarkkuus
| Aloitus | Lopetus | Väli | Pisteitä | Toistoja | Standardi |
|---|---|---|---|---|---|
0 mm | 650 mm | 50 mm | 14 | 3 | ISO 10791-4 |
Y-akselin paikoitustarkkuus tehtyjen asteikko- ja välyskompensointien säätöjen jälkeen. Standardin mukainen toleranssialue joidenkin arvojen ylittyy, mutta tämä ylitys johtuu viimeisen 50 mm:n matkalla olevasta poikkeamasta 600 ↔ 650. Jos viimeinen 50 mm jätetään huomiotta, niin paikoitustarkkuus asettuu toleranssiarvojen sisään.
Z-akselin paikoitustarkkuus
| Aloitus | Lopetus | Väli | Pisteitä | Toistoja | Standardi |
|---|---|---|---|---|---|
0 mm | 650 mm | 50 mm | 14 | 3 | ISO 10791-4 |
Akselikompensointien jälkeen Z-akselin paikoitustarkkuus täyttää standardin asettamat vaatimukset.
X-akselin paikoitustarkkuus
Akseli | Mittaus | Standardi | Aloitus | Lopetus | Väli | Pisteitä | Toistoja |
|---|---|---|---|---|---|---|---|
X | Paikoitustarkkuus | ISO 10791-4 | 0 mm | 800 mm | 50 mm | 17 | 3 |
X-akselin suoruus Z-suunta
Akseli | Mittaus | Standardi | Aloitus | Lopetus | Väli | Pisteitä | Toistoja |
|---|---|---|---|---|---|---|---|
X | Paikoitustarkkuus | ISO 10791-4 | 0 mm | 800 mm | 50 mm | 17 | 3 |
X-akselin suoruus Y-suunta
| Aloitus | Lopetus | Väli | Pisteitä | Toistoja | Standardi |
|---|---|---|---|---|---|
0 mm | 650 mm | 50 mm | 14 | 3 | ISO 10791-4 |
Y-akselin paikoitustarkkuus tehtyjen asteikko- ja välyskompensointien säätöjen jälkeen. Standardin mukainen toleranssialue joidenkin arvojen ylittyy, mutta tämä ylitys johtuu viimeisen 50 mm:n matkalla olevasta poikkeamasta 600 ↔ 650. Jos viimeinen 50 mm jätetään huomiotta, niin paikoitustarkkuus asettuu toleranssiarvojen sisään.
X-akselin pituuskallistuma
| Aloitus | Lopetus | Väli | Pisteitä | Toistoja | Standardi |
|---|---|---|---|---|---|
0 mm | 650 mm | 50 mm | 14 | 3 | ISO 10791-4 |
Akselikompensointien jälkeen Z-akselin paikoitustarkkuus täyttää standardin asettamat vaatimukset.
X-akselin kääntymä
| Aloitus | Lopetus | Väli | Pisteitä | Toistoja | Standardi |
|---|---|---|---|---|---|
0 mm | 650 mm | 50 mm | 14 | 3 | ISO 10791-4 |
Akselikompensointien jälkeen Z-akselin paikoitustarkkuus täyttää standardin asettamat vaatimukset.
JAHA Systems Oy
y-tunnus 3089511-6
Karhulankatu 5
39700 Parkano
+358 (0)400 506 760
Janne Hakala
Sähköpostit muotoa: etunimi.sukunimi@jahasystems.fi
